|
西门子SINUMERIK 828D操作视频与图文详解西门子推出的SINUMERIK 828D数控系统,是面向中高档数控机床配套的数控产品。 SINUMERIK 828D总体性能介于SINUMERIK 802D sl 与SINUMERIK 840D之间,正好弥补了这两个产品之间的空白,另外还支持各种车、铣机床的应用,其功能性和便捷性很好地诠释了当今市场对数控系统的高标准要求。
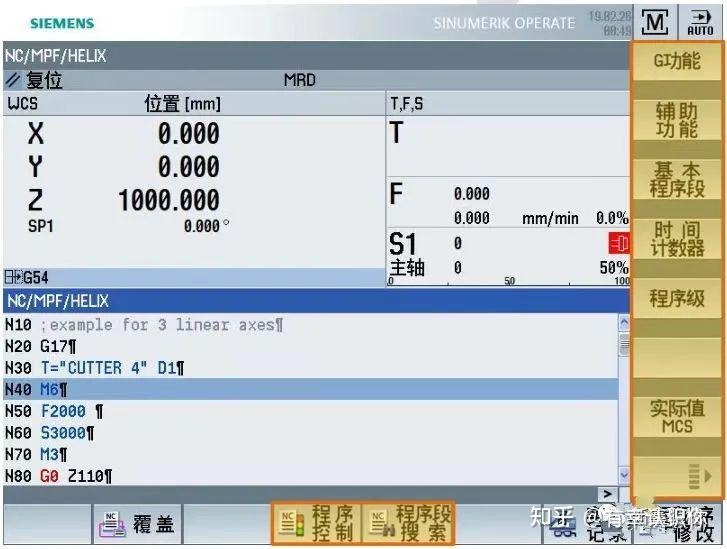
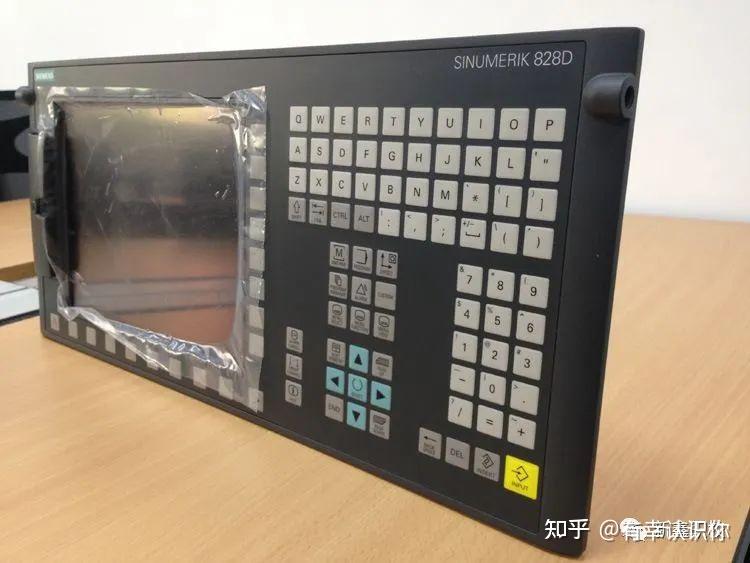
01 屏幕显示区域及屏幕显示信息 1 .面板处理单元
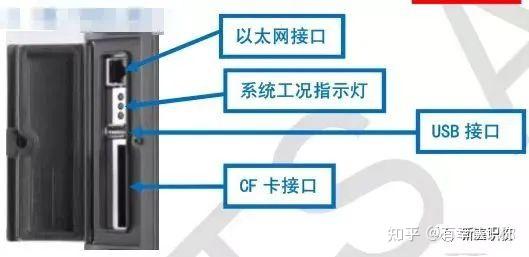
2 .输入输出端口
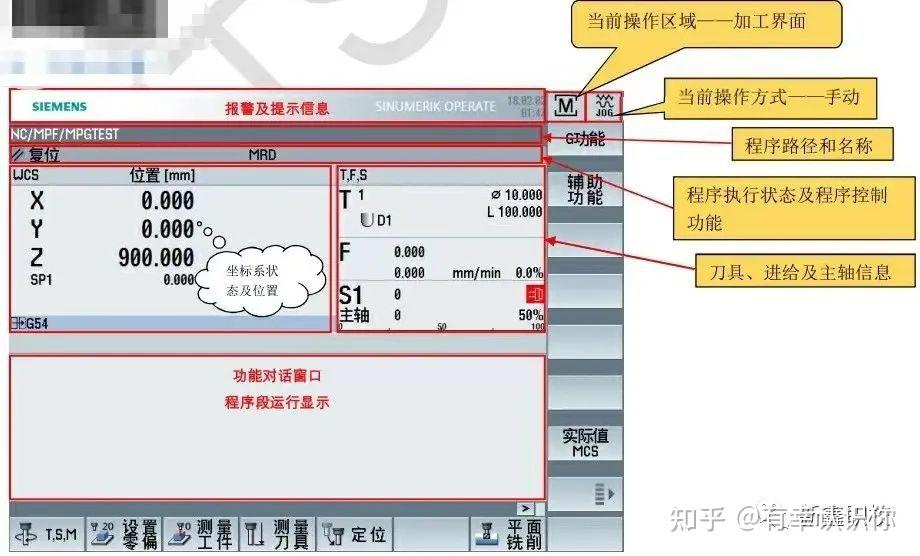
3 .主显示屏幕
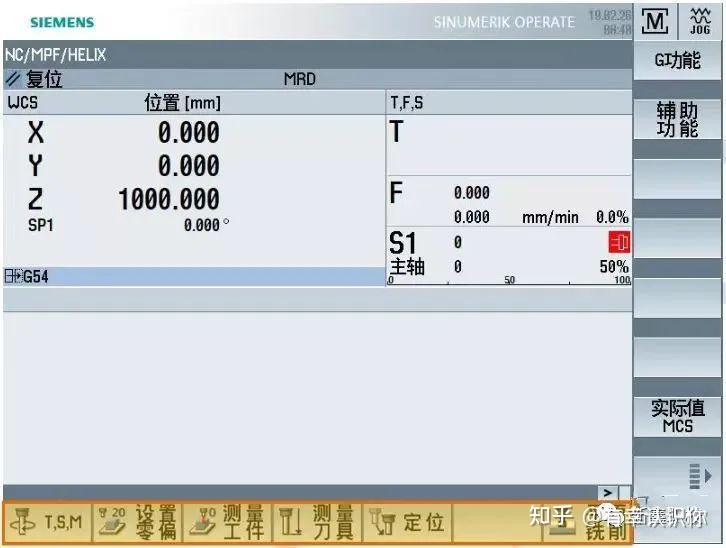
02 加工界面下功能软键及其菜单结构 1 .手动方式下的主要功能菜单 1.1 手动方式下的 6 大功能主菜单——水平菜单
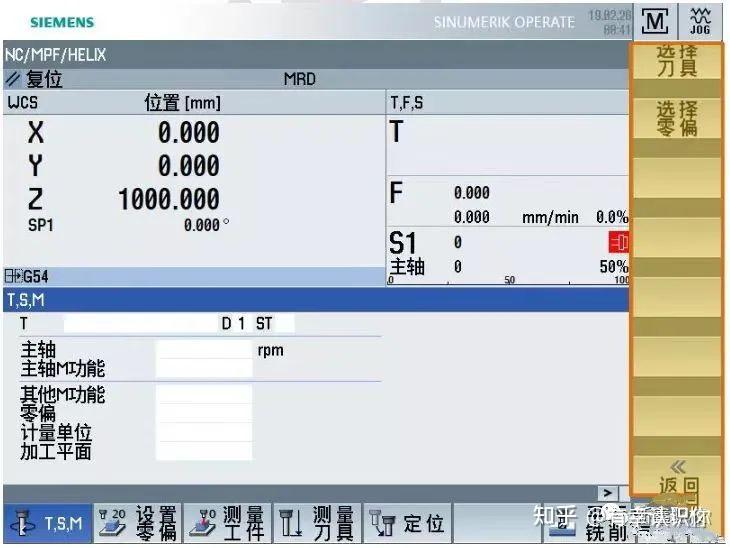
1.2 【TSM】功能下的子菜单——垂直菜单
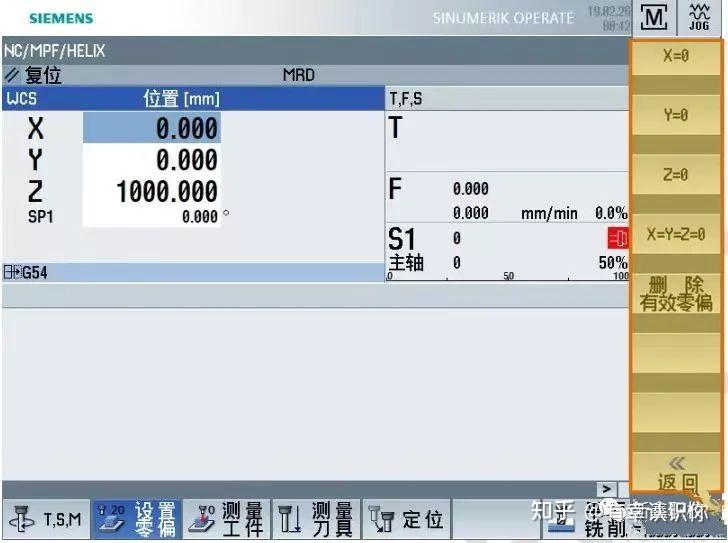
1.3【设置零偏】功能下的子菜单——垂直菜单
1.4【测量工件】功能下的子菜单——垂直菜单
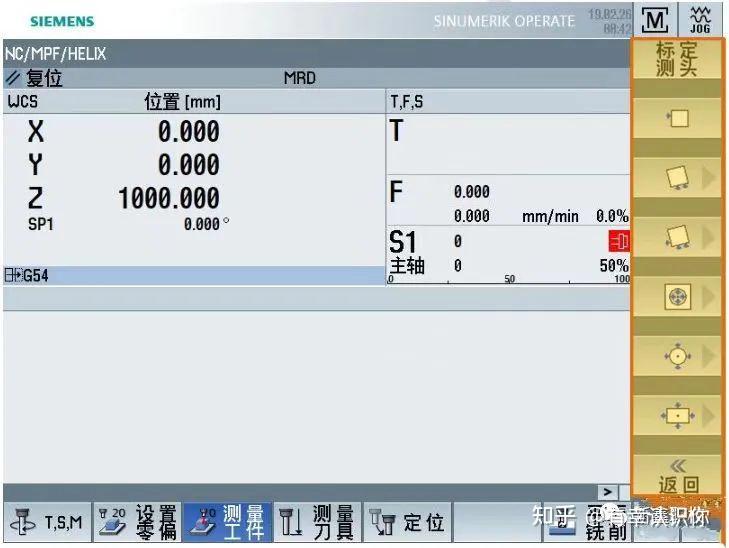
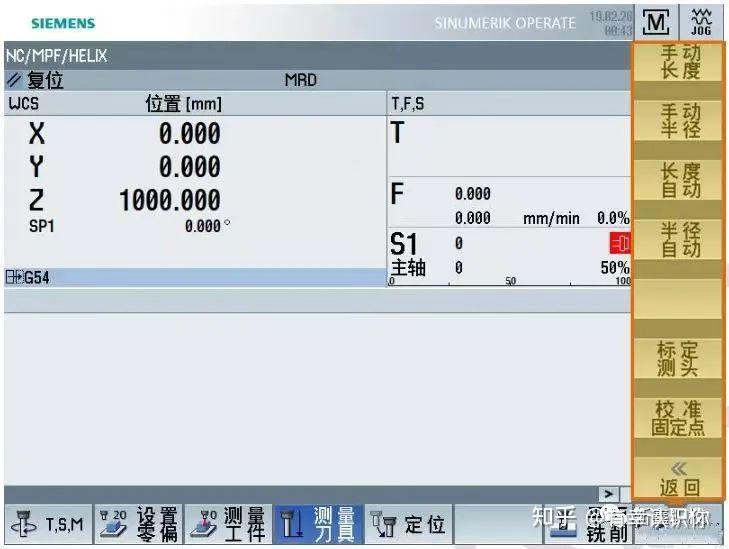
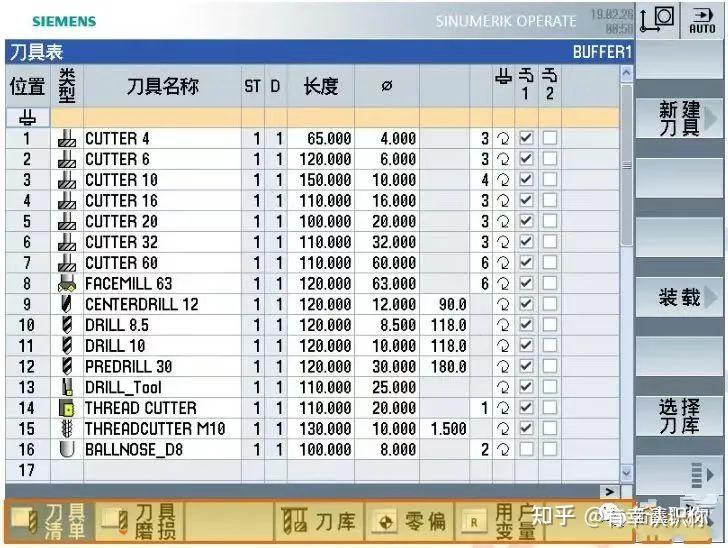
1.5【测量刀具】功能下的子菜单——垂直菜单
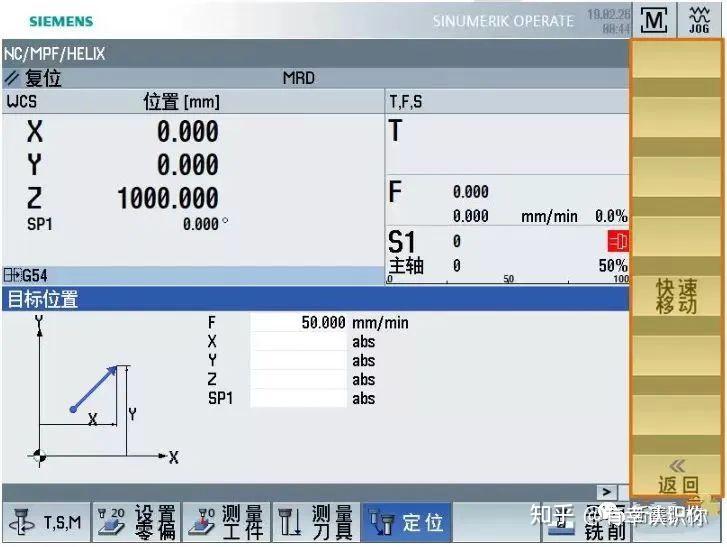
1.6【定位】功能下的子菜单——垂直菜单
1.7【平面铣削】功能下的子菜单——垂直菜单
2.自动方式下的主要功能菜单
3.偏移补偿功能菜单
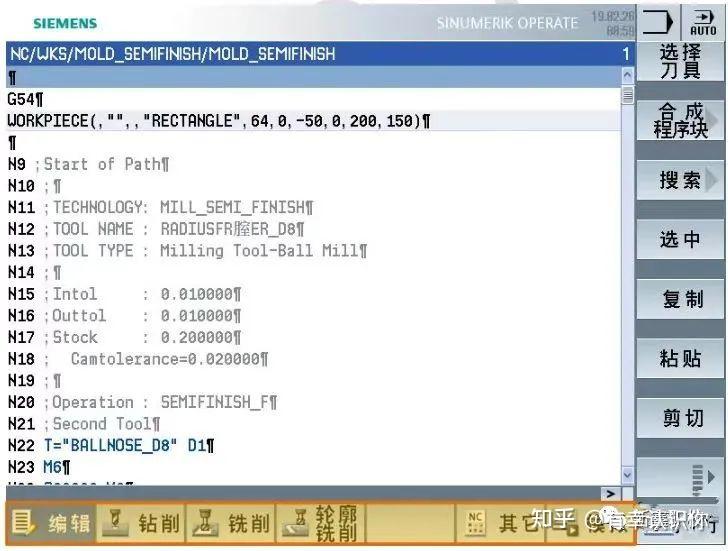
4.程序编辑方式下的主要功能菜单
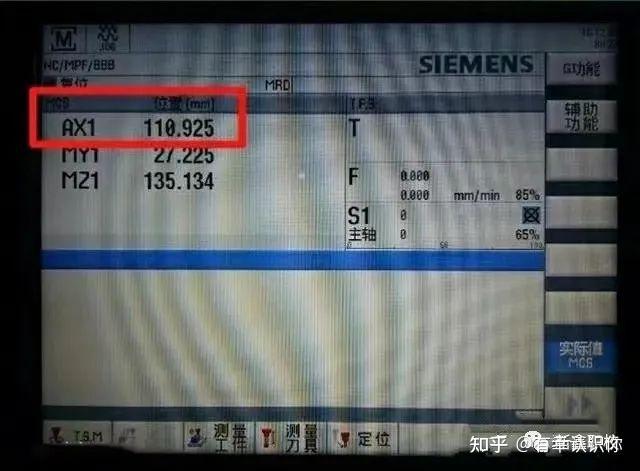
1)西门子828D数控系统铣床加工操作 2)西门子828D数控系统车床加工操作 3)西门子828D数控系统操作界面: 西门子828D如何设机床零点图示说明 西门子828D原点设定方法 这里以X轴为例说明西门子设零点一般过程。当前机床坐标值为110.925。
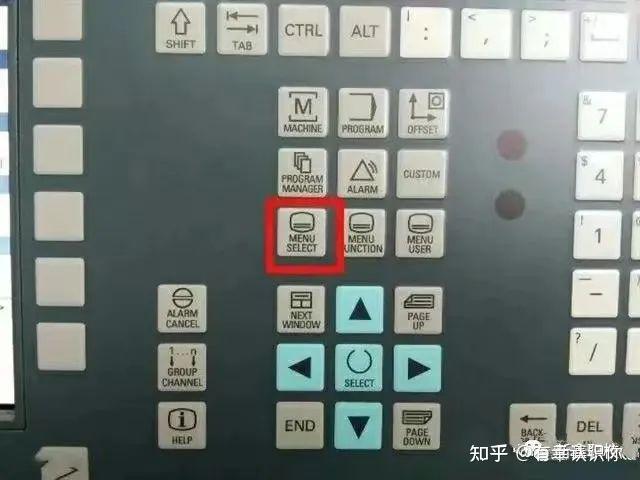
1 按面板MENU SELEC键。
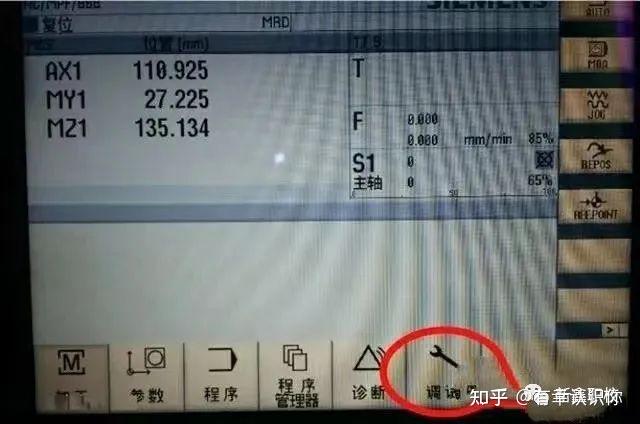
2 弹出选项框,按调试。
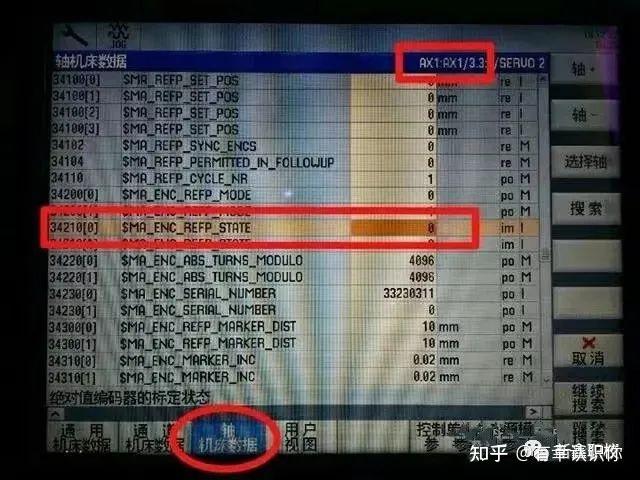
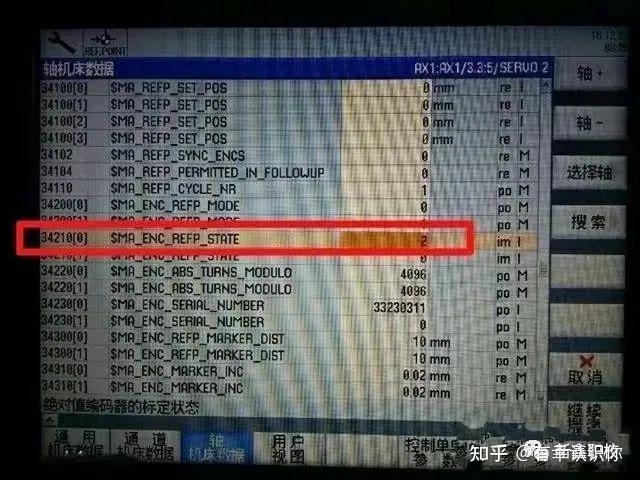
3 找到x轴的轴机床数据,34210【0】,当前值为0,输入1
4 依次按面板按钮【JOG】【REF.POINT】,进给倍率打到0%,【X+】
5 可见x轴的34210【0】变为2。
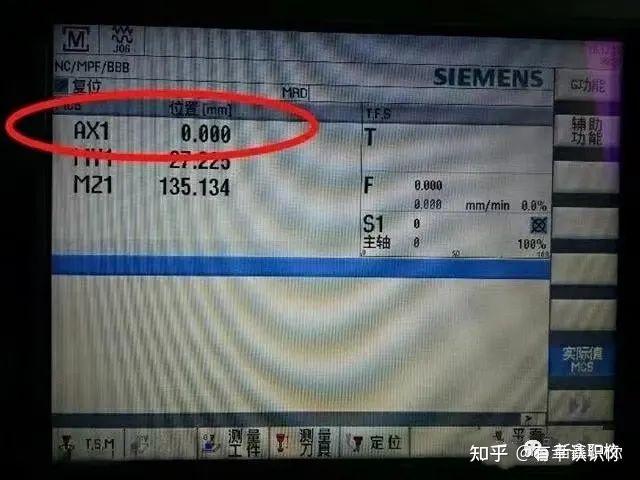
6 查看此时的MCS的x坐标,可见值变为0。当前位置设为机械零点成功。
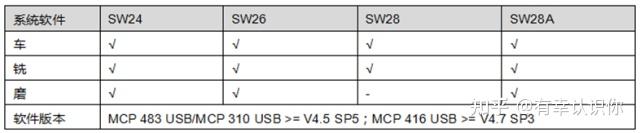
a。设MD34200=0.绝对编码器位置设定模式 b.选择“手动”模式,将控制轴移动到参考点附近c.输入参数:MD34100,机床零点坐标的位置d.激活绝对编码器的调整功能:MD34210=1.绝对编码器调整状态(初始状态为0)e.按机床复位键,使机床参数生效f.按机床面板上回归参考点按键g.机床不移动,系统自动设置如下参数。34090:参考点偏移量,34210由1(调整状态)变为2(设定完毕状态),屏幕上显示位置是MD34100设定位置。1、脉冲模式:该模式下,控制系统对输入的速度脉冲进行解释,然后控制轴的速度和位置,实现运动控制。2、位置模式:在这种模式下,控制器根据输入的位置序列,控制轴的位置,实现运动控制。3、同步模式:在这种模式下,控制器根据输入的同步信号,控制轴的位置,实现多轴的同步控制。4、主动模式:在这种模式下,轴的运动是基于控制器的内置算法,按照用户设置的参数,自动运行。5、曲线模式:在这种模式下,控制系统可以按照用户设定的曲线运动,实现运行控制。运动控制参数:1、脉冲率:表示脉冲发生的频率,可以用来调整电机的速度。2、偏移量:表示相对于原点的距离,可以调整轴的位置。3、正反转:指定电机的正反转方向,以及脉冲的正反向。4、运动时间:表示从原点到目标位置的时间,可以用来调整电机的加速度和减速度。5、停止时间:表示在电机停止运动时的时间,可以调整电机的减速度。 在828D系统上使用的经济型的操作面板——USB操作面板 1.1 适用配置
√:支持 1.2 特点概述
1.3 接线示意图
1.3.1 USB MCP 订货号
1.3.2 USB 接口
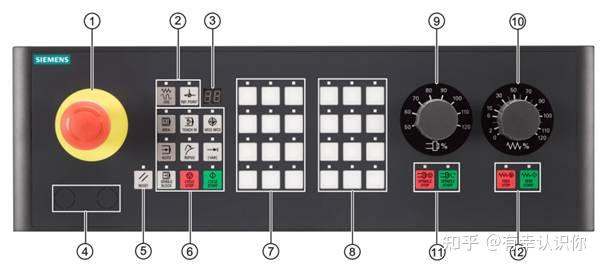
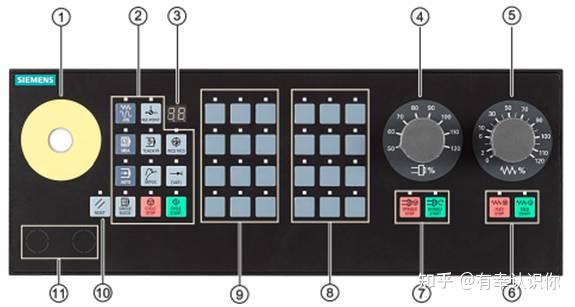
1.4 USB面板 1.4.1 MCP483 USB
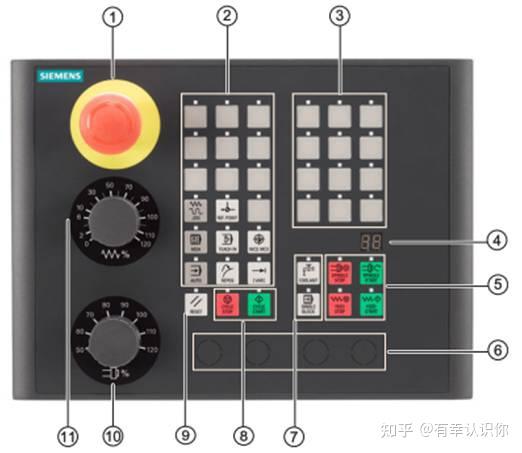
1.4.2 MCP416 USB(与PPU290配合使用)
1.4.3 MCP310 USB
1.5 USB面板调试1.5.1 参数设置
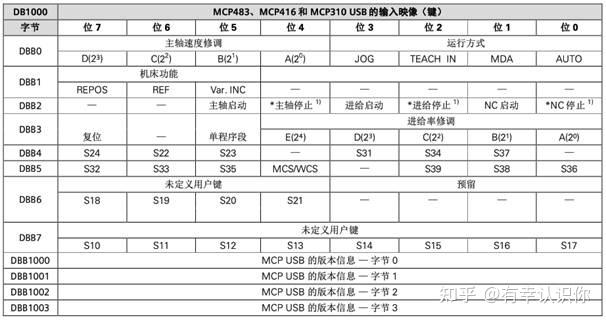
上述参数复位(PO)后生效,建立通讯后,USB 面板上的指示灯将不再闪烁。 1.5.2 PLC接口信号地址 (DB1000~DB1100)MCP按键输入信号地址
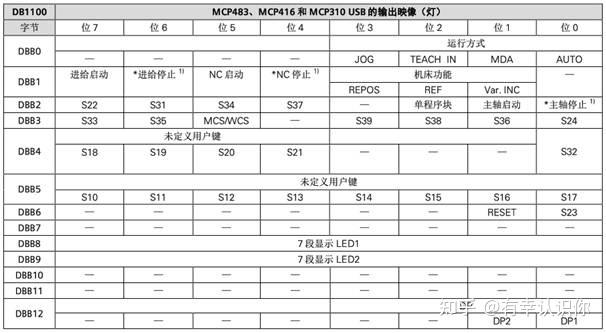
MCP指示灯输出信号地址
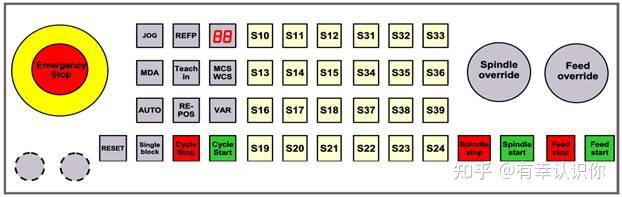
1):常闭按钮 MCP483/416 USB按键布局
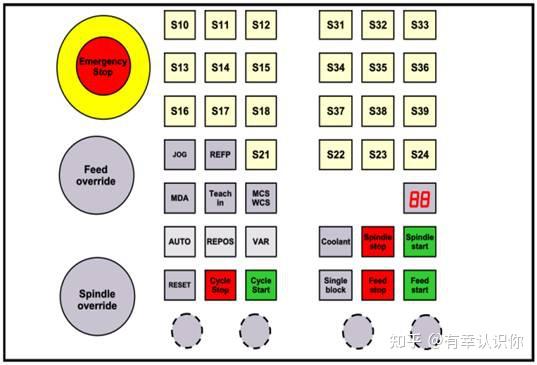
MCP310 USB按键布局
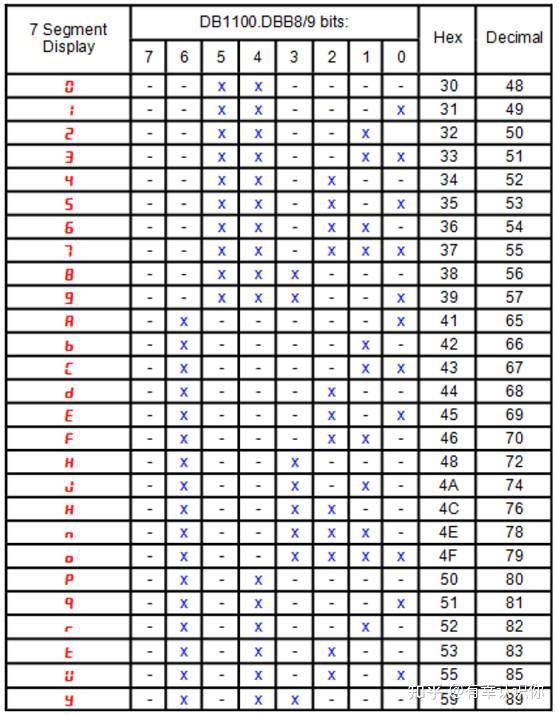
828D系统USB操作面板调试注意事项1. 关于USB MCP LED调试 MCP USB上有一组 2 位 7 段LED数码管显示灯,每一位对应PLC信号的一个输出字节。
数码管字符显示(如下图第一列所示)与PLC信号数值对应关系如下表: (Hex列为十六进制数值;Decimal列为十进制数值)
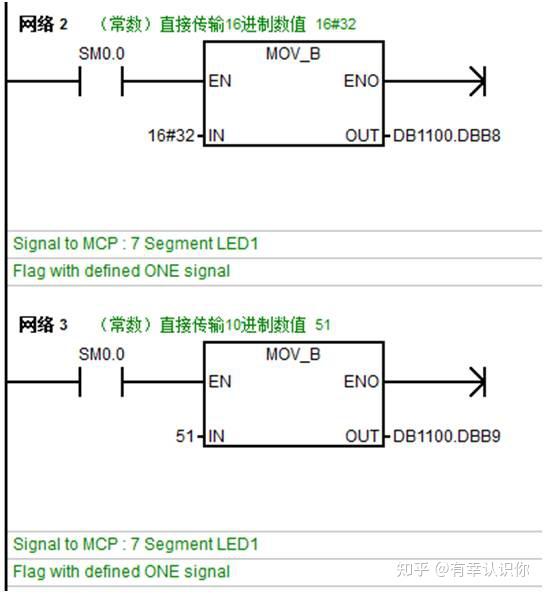
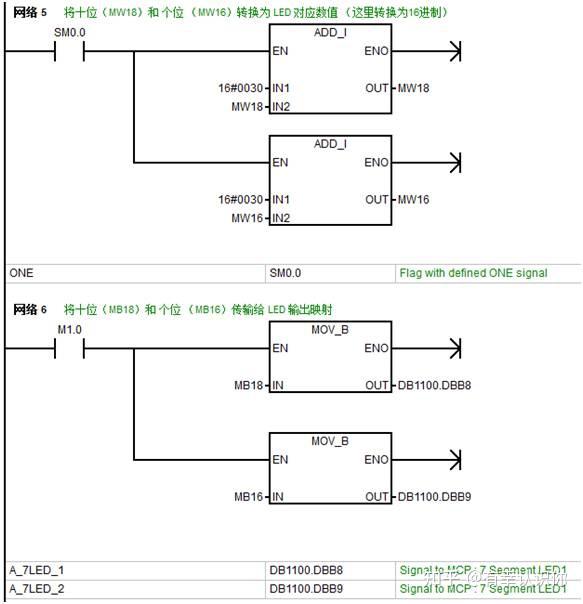
示例:在面板上显示23A. (常数)直接传输16 / 10进制数值到输出映像
B. (变量)通过数值转换传输到输出映像(16进制传输需加16#32 ; 10进制传输需加48)
2. 由PN的操作面板转USB操作面板需要更改什么?
3. 828D的USB操作面板与808D的USB操作面板不能混用 下一篇西门子触摸屏选型手册 |